Desde hace una década las vigas alveolares observan un uso creciente tanto en el ámbito de la construcción metálica como en la exploración de nuevas soluciones estructurales.
La utilización de vigas alveolares posibilita una expresión arquitectónica nueva. Aligeran las estructuras y aumentan las luces, lo que permite garantizar la modularización de los espacios. Esa flexibilidad va ligada a la funcionalidad, al permitir el paso de equipamientos técnicos (conductos, tuberías) a través de los alveolos. La ligereza de las vigas alveolares, combinada con su gran resistencia, no cesa de inspirar a los arquitectos formas estructurales siempre nuevas.
Los avances llevados a cabo en diversos aspectos posibilita el que el uso de las vigas alveolares se extienda:
l Fabricación
La optimización de los métodos de fabricación (oxicorte, curvado, etc.) permite adaptarse a las exigencias de los contratistas y garantizar un rápido suministro de las vigas alveolares.
l Normalización
Los Eurocódigos (Eurocódigo 3 para estructuras en acero y Eurocódigo 4 para estructuras mixtas acero-hormigón) permiten calcular la resistencia en situación de utilización normal, en situación accidental de incendio y en el caso de utilizarse acero de alto límite elástico S460.
l Construcción mixta
El dominio de la construcción mixta acero – hormigón en sus diferentes aspectos – realización de las conexiones, utilización de forjados de chapa colaborante, resistencia al fuego, confort de usuarios y durabilidad- ha contribuido mucho a la utilización de la solución vigas alveolares ACB en forjados.
l Instrumentos de cálculo
El desarrollo y la puesta a disposición de las oficinas de ingeniería y de los arquitectos de un instrumento de cálculo y de concepción (programa ACB) favorecen la utilización de vigas alveolares. Los métodos utilizados en dicho programa se basan en la explotación de los resultados de ensayos de vigas a tamaño real y de numerosos análisis numéricos.
2. Campos de aplicación
1. Cubiertas
La utilización de vigas ACB® como elementos de cubierta permite salvar grandes luces, cercanas a los 40 metros. Tanto en el caso en el que las vigas se utilicen como elementos independientes (vigas simplemente apoyadas) o continuos (dintel de pórtico), la competitividad de la solución ACB® está confirmada tanto por la conservación de las funcionalidades de las vigas en celosía como por la reducción de las intervenciones in situ durante el montaje.
Las vigas ACB® ofrecen a los arquitectos soluciones atractivas y prácticas en términos de utilización de espacio sin que se produzca un efecto de apantallamiento. El diámetro de las aberturas puede alcanzar el 80% de la altura total de la viga con la posibilidad de dejar únicamente una distancia mínima –necesaria en la fabricación- entre los alvéolos.
Esta configuración de las vigas ACB® permite acentuar la transparencia y la «fusión» de las vigas en el espacio y la obra, conceptos muy estimados por los arquitectos.

Figura 1: Viga ACB® de cubierta
2. Forjados
Las construcciones modernas exigen cada vez más el acondicionamiento de instalaciones
técnicas (calefacción, ventilación, aire acondicionado, etc.) en el interior del espacio disponible.
La utilización de vigas alveolares ACB® aporta, en la actualidad, respuestas eficaces a las exigencias de los propietarios de edificios. Esta solución permite la creación de grandes espacios libres en distancias que pueden alcanzar hasta 18 metros y posibilita el paso de conductos diversos a través de los alvéolos.
El espesor total del forjado es de entre 25 y 40 cm. menor que el de las soluciones convencionales. Para edificios corrientes de una altura impuesta del orden de 35 a 40 metros, una ganancia de sólo 20 cm. en el espesor del forjado posibilita la obtención de un piso adicional.
Para edificios con un número de pisos impuestos (de dos a seis niveles de forjados), la ganancia resulta del ahorro en el costo de fachadas, pilares, estructuras de estabilidad, tabiques de separación, así como en los pozos de circulación vertical.
3. Aplicaciones específicas
3.1. Rehabilitación
Con el fin de conservar el patrimonio arquitectónico, para consolidar y reutilizar o modernizar edificios antiguos se utilizan estructuras ligeras y flexibles basadas en vigas alveolares ACB® (Fig. 2).
3.2. Pilares y elementos de fachada
Una aplicación muy elegante es la representada por la combinación de vigas-pilares ACB® (Fig. 3). Se obtiene su máxima eficacia en aplicaciones de pequeña carga axial.
3.3. Vigas para aparcamientos
Cuatro razones fundamentales llevan a recomendar el empleo de vigas alveolares ACB® en la construcción de aparcamientos cuando no se requiere justificación alguna de resistencia al fuego:
l Las luces tradicionales (15 a 16 m) están en la gama de las luces típicas
l Se facilita la evacuación del agua gracias a la utilización de vigas ligeramente curvadas, l Los alvéolos mejoran el aspecto interior de esas obras,
l Los alvéolos facilitan la evacuación de humos permitiendo una mejor circulación entre compartimentos.

Figura 2: Rehabilitación con la ayuda de vigas alveolares ACB®
3.4. Vigas para estructuras offshore
En los casos en que dicha industria requiera:
l Una estructura que una a la vez resistencia y peso ligero, o
l La posibilidad de pasar canalizaciones, las vigas alveolares aparecen claramente indicadas teniendo en cuenta sus características. En el caso de cargas especialmente elevadas se recomienda la utilización de aceros HISTAR®.

Figura 3: Combinación de viga-pilar ACB®
3. Concepto – fabricación
Las vigas ACB® se fabrican en modernas instalaciones en la fábrica de laminación de grandes vigas que ArcelorMittal posee en Differdange (Luxemburgo). La proximidad entre instalaciones y fábrica reduce el transporte, aumenta la capacidad de reacción y contribuye a aumentar la competitividad en costes de fabricación.
El método de fabricación patentado de las vigas alveolares ACB® se basa en la utilización exclusiva de vigas laminadas en caliente.
Mediante oxicorte, se practica un doble corte en el alma. Las dos T así creadas se sueldan de nuevo tras desplazarlas entre sí una semi-onda, lo que se traduce en un aumento de canto de la viga (Fig. 4).

Figura 4: Esquema de fabricación de una viga ACB®
El producto estructural así obtenido presenta una relación inercia/peso mejorada Los programas de corte se realizan por control numérico con el fin de garantizar el ajuste perfecto de los alvéolos (Fig. 5). La fabricación de las vigas en paralelo permite reducir los costes de producción.

Figura 5: Mesa de oxicorte de vigas laminadas en caliente
En los diagramas adjuntos se observa claramente que la longitud de las soldaduras resulta ser pequeña. Los cordones de soldadura se controlan visualmente o, bajo pedido previo, siguiendo las especificaciones concretas del diseñador de la obra o del cliente.
1. Elección del diámetro y de la distancia entre Alvéolos
A partir de un perfil de partida, existe una gran cantidad de combinaciones posibles de diámetros y de distancia entre ejes de alveolos (Fig 6). La elección se realiza teniendo en cuenta el siguiente principio:
El ajuste final de varios milímetros en la distancia entre ejes permite que los extremos de las vigas se obtengan en la zona de alma llena, sin aberturas.

Figura 6: Definición de una viga ACB®
2. Elección del perfil longitudinal 2.1. Vigas alveolares curvadas o contraflechadas
Durante la fabricación es fácil curvar las Tés (antes de soldarlas de nuevo) para obtener, sin excesivo incremento de coste, una viga alveolar curvada o con contraflecha. (Fig 7).
Figura 7: Ejemplo de viga ACB® curvada
La contraflecha es lo suficientemente importante para evitar todo riesgo de uso de la viga en sentido contrario.
Estas vigas resultan indicadas especialmente en la optimización de las vigas para forjados.
la forma impuesta se mantiene muy estable, incluso después de un tratamiento de galvanización.
2.2. Vigas de inercia variable
Las vigas de inercia variable se fabrican inclinando el eje de corte y dando la vuelta a una de las Tés (Fig. 8).
Las aplicaciones más frecuentes de las vigas con estas formas son las siguientes:
l Ménsulas alargadas (tribuna de estádio, …)
l Vigas continuas (pasarelas, …)
l Dinteles de pórticos

Figura 8: Ejemplo de una viga ACB® de inercia variable
2.3. Vigas asimétricas
Las vigas asimétricas se adaptan particularmente bien al funcionamiento en modo mixto (en combinación con la losa del forjado) y se obtienen volviendo a ensamblar Tés provenientes de perfiles o de calidades de acero diferentes. (Fig. 9).
Las vigas alveolares constituyen una aportación fundamental a la construcción de forjados mixtos.
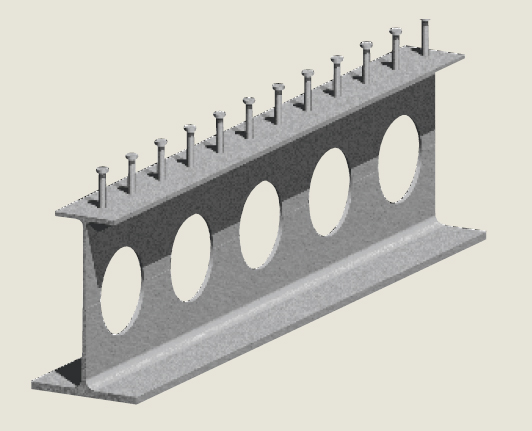
Figura 9: Ejemplo de viga ACB® asimétrica
2.4. Aberturas alargadas
En ocasiones es necesario recortar el espacio entre 2 alvéolos. En la medida de lo posible, ese corte debe realizarse hacia la mitad de la viga (Fig. 10), en la zona de menor esfuerzo cortante.
Cuando dicha abertura alargada deba situarse cerca de los apoyos, con frecuencia es necesario rigidizar el borde.
2.5. Cierre de alvéolos
Debido a los límites impuestos por los esfuerzos cortantes en la zona de las uniones, o por razones de seguridad (en caso de incendio) en ocasiones se hace necesaria la obturación completa de algunos alvéolos (Fig. 11a). Para ello, se insertan y sueldan discos de chapa a ambos lados. Los espesores de la chapa y del cordón de soldadura se optimizan en función de las tensiones locales.
2.6. Refuerzo circular
En caso de que por razones estéticas sea necesario mantener la abertura, un zuncho soldado a lo largo del contorno de la abertura permite aumentar su rigidez (Fig. 11b).

2.7. Reforzamiento del montante
El criterio de un funcionamiento correcto en el estado límite de servicio exige una rigidez a flexión adecuada para poder reducir las deformaciones y las vibraciones. Las estructuras fabricadas con vigas alveolares se pueden optimizar gracias al aumento de la inercia obtenido en combinación con espesores de alma reducidos, lo que facilita la utilización de perfiles IPE e IPE A.
Con frecuencia, el ingeniero se enfrenta a situaciones en las que la optimización no se puede llevar a cabo con eficacia, debido al riesgo de pandeo de uno o dos montantes cercanos a los apoyos entre los alveolos extremos. Las soluciones previstas para estos casos son cuatro:
l Cerrar los alvéolos, lo que puede suponer un problema de limitación a la libertad de paso,
l Reforzar las aberturas con zunchos manteniendo así la libertad de paso,
l Elegir un perfil más resistente
l Elegir una calidad de acero superior con el fin de disminuir el nivel de tensiones con respecto de la tensión admisible.
Alternativamente, estudios experimentales han demostrado la eficacia de un simple rigidizador soldado al montante crítico (Fig. 12). También se pueden utilizar dos trozos de zunchos.

Figura 12: Dispositivos que permiten evitar el pandeo del montante
2.8. Absorción de cargas puntuales
La aparición de una plastificación localizada junto a un alveolo cualquiera (normalmente se trata de alvéolos aislados cercanos a cargas concentradas o junto a secciones sometidas a solicitaciones máximas) puede evitarse con la aplicación de rigidizadores a ambos lados del alveolo (Fig.13).

Figura 13: Disposición de rigidizadores para evitar la plastificación local
3. Trabajos de soldadura
Los trabajos de soldadura se ejecutan por soldadores cualificados, siguiendo lo dispuesto en la norma europea EN 287-1, para los procesos MAG 135 y MAG 136. Para vigas ACB® standard se utiliza la técnica de soldadura «a tope». El espesor de los cordones de soldadura no necesita generalmente de una soldadura de penetración plena.
Una investigación basada en ensayos reales ha permitido validar el modelo utilizado en el programa ACB. Este modelo permite calcular el cordón necesario para resistir las solicitaciones existentes.
4. Tipos de fabricación
Las vigas ACB® pueden demandarse según las variantes mostradas en los ejemplos de la figura 14:

Figura 14: Posibilidades de suministro de vigas ACB®
5. Empalme de vigas ACB®
Desde la concepción de la estructura deberá ponerse un cuidado especial en el posicionamiento de los alvéolos, con el fin de evitar obturaciones inútiles (Fig. 15).
l Inicialmente la viga se optimiza desde el punto de vista estructural.
l La segunda fase sirve para adaptar la distancia entre alvéolos con el fin de tener zonas de alma llena en los extremos de las vigas. La fórmula para calcular la distancia entre alvéolos es la siguiente: S = L + ao / (n+1)
[n = número de alvéolos]

Figura 15: Optimización de la posición de los alvéolos
6. Realización de las uniones
Desde el diseño inicial es necesario definir adecuadamente la distancia entre alvéolos y las zonas de los extremos de la viga con el fin de tener en cuenta la presencia de uniones y de su correcta ejecución. En los casos en los que sea necesario cerrar total o parcialmente una o dos alveolos, el cierre parcial es le más fácil y económico (fig. 16)
7. Curvadura de vigas ACB®
La curvadura de vigas ACB® puede llevarse a cabo sin problema alguno en el proceso de fabricación de la viga.
El curvado puede ser necesario por los siguientes motivos:
l Exigencias arquitectónicas de los elementos de cubrimiento
l Compensación de la flecha debido al peso propio de los forjados.
Bajo pedido pueden realizarse otras formas de curvado o contraflechado. La contraflecha mínima es de 15 mm.

Figura 16: Ejemplos de cierre parcial de alvéolos para la realización de uniones

Tabla: Radios mínimos realizables para vigas ACB® curvadas
No hay comentarios:
Publicar un comentario